
အိမ်
>
ထုတ်ကုန်များ > ပလပ်စတစ် Extruders
> Plastic Panel Sheet Extrusion Machine Line
>
သစ်သားပလပ်စတစ် ပေါင်းစပ် ပရိုဖိုင်းလုပ်စက်







သစ်သားပလပ်စတစ် ပေါင်းစပ် ပရိုဖိုင်းလုပ်စက်
ကုန်ပစ္စည်းအကြောင်းအရာ
သစ်သားပလပ်စတစ် ပေါင်းစပ် ပရိုဖိုင်းလုပ်စက်
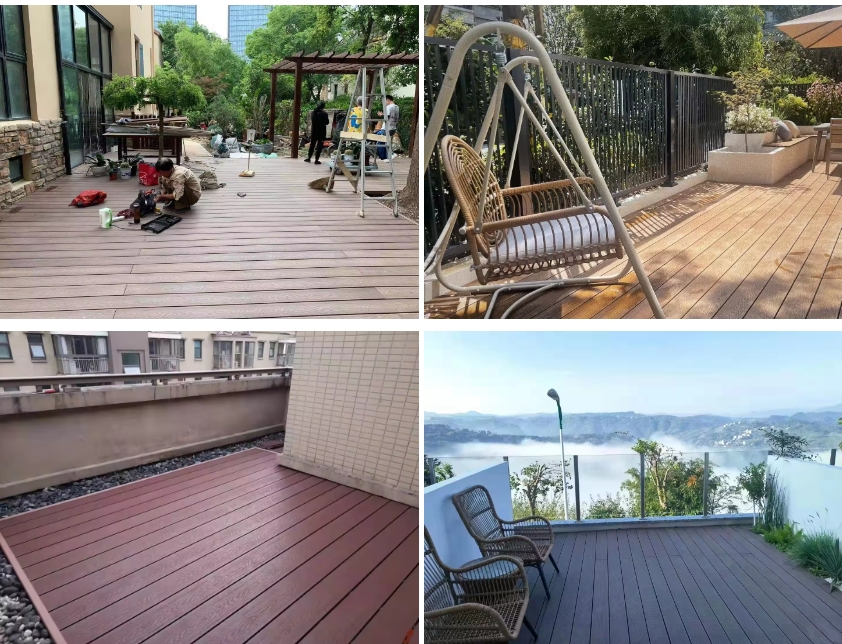
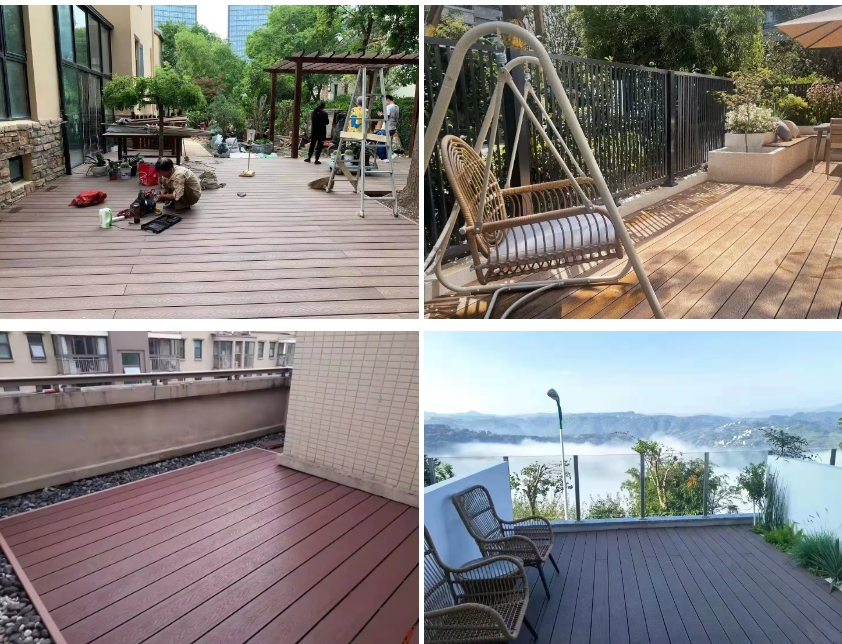
1. WPC ကြမ်းခင်းပြုလုပ်သည့်စက်ကို WPC ကြမ်းပြင်များ၊ ခြံစည်းရိုးများ၊ gazebos၊ ခုံတန်းလျားများ၊ အမှိုက်ပုံးများ စသည်တို့ကို ထုတ်လုပ်ရန် အသုံးပြုနိုင်ပါသည်။
2. WPC ကြမ်းပြင်ပြုလုပ်သည့်စက်တွင် အဓိကအားဖြင့် ဝက်အူ feeder၊ SJSZ65/132 conical twin-screw extruder၊ မှို၊ ဖုန်စုပ်စက်၊ ဖြတ်တောက်သည့်စက်နှင့် stacker တို့ပါဝင်သည်။
3. မတူညီသောမှိုများကို အစားထိုးခြင်းဖြင့် WPC ပရိုဖိုင်များထုတ်လုပ်ရန် တူညီသောထုတ်လုပ်မှုလိုင်းကို အသုံးပြုနိုင်သည်။
စုံစမ်းမေးမြန်းရန်ပေးပို့ပါ။
ကုန်ပစ္စည်းအကြောင်းအရာ
သစ်သားပလပ်စတစ် ပေါင်းစပ် ပရိုဖိုင်းလုပ်စက်
သစ်သားပလပ်စတစ်ပေါင်းစပ်ကြမ်းပြင်ပရိုဖိုင်းလုပ်စက်
1. လုပ်ငန်းစဉ်စီးဆင်းမှု-
a ပါဝင်ပစ္စည်းများကို ပြင်ဆင်ပြီး ရောမွှေပါ။
ခ တူညီသောရောစပ်နေသောပစ္စည်းများကို အလိုအလျောက်ဝက်အူ feeder မှတဆင့် extruder ၏ hopper ထဲသို့ထည့်ပါ။
ဂ။ extruder ၏ hopper ထဲသို့ထည့်ထားသော ပစ္စည်းကို extruder ဖြင့် အရည်ပျော်ပြီး ပလပ်စတစ်ပြုလုပ်ပြီးနောက်၊ ၎င်းကို အသေခေါင်းမှတစ်ဆင့် ဖုန်စုပ်စက်သို့ ညှစ်ထည့်သည်။
ဃ။ extruder မှတဆင့် extruder အံစာတုံးကို extruder ဖြင့်ထုတ်လွှတ်ပြီး အအေးခံထားသောရေကို လှည့်ပတ်ခြင်းဖြင့် အအေးခံကာ ပုံသဏ္ဍာန်ဖြင့် ဖုန်စုပ်စက်သို့ ပေးပို့သည်။
င အအေးခံထားသော အထူးပုံစံသစ်သား-ပလပ်စတစ်ပြားများကို ထွန်စက်ဖြင့် ဆွဲထုတ်ပြီး ဖြတ်တောက်သည့်စက်သို့ ပေးပို့သည်။
2. လက်တွေ့အသုံးချမှု-
သစ်သား-ပလပ်စတစ် ကြမ်းခင်းအကာအရံများသည် ရိုးရာသစ်သားအလှဆင်ပစ္စည်းများ၏ အားနည်းချက်များကို ရှောင်ရှားနိုင်ပြီး အသုံးပြုနေစဉ်အတွင်း ကွဲအက်ခြင်းနှင့် ပုံပျက်ခြင်းကဲ့သို့သော ပြဿနာများ ရှိမည်မဟုတ်ပါ။
ထို့ထက်ပို၍ WPC သည် မီးမလောင်နိုင်သောကြောင့် အိမ်တွင်းနှင့် အပြင်ဘက် တပ်ဆင်မှုအတွက် စံနမူနာဖြစ်စေသည်။ သစ်သား-ပလပ်စတစ်ကြမ်းခင်းသည် မိရိုးဖလာပစ္စည်းများ၏ ချို့ယွင်းချက်များအတွက်သာမက ဝန်ဆောင်မှုသက်တမ်းကို တိုးစေပြီး ပြားပြားများ၏ အသုံးချမှုကုန်ကျစရိတ်ကို လျှော့ချနိုင်သည်။

နောက်ဆုံးထုတ်ကုန် လျှောက်လွှာ နောက်ဆုံးထုတ်ကုန်
| extruder မော်ဒယ် | အထွက်ကို Extrude လုပ်ပါ။ | ပင်မမော်တာပါဝါ | screw မြန်နှုန်း | စည်အပြင်ဘက်တွင် အအေးခံပါ။ | screw ပစ္စည်း | စည်ရုပ် |
| SJZS 51/105 | 100-150 ကီလိုဂရမ် / နာရီ | 18.5kw; AC မော်တာ | 38.4 rpm | 400w × 3 လေအအေးပေးပန်ကာ | 38CrMoALA နှင့် မြင့်မားသော အပူချိန် နိုက်ထရစ်ဖြင့် ကုသခြင်း။ နိုက်ထရစ်အတိမ်အနက်: 0.5-0.6 မာကျောမှု (HV): 740-940 မျက်နှာပြင်ကြမ်းတမ်းမှု ≤ 0.8um | 38CrMoALA နှင့် မြင့်မားသော အပူချိန် နိုက်ထရစ်ဖြင့် ကုသခြင်း။ နိုက်ထရစ်အတိမ်အနက်: 0.4-0.7 မာကျောမှု (HV): 740-940 မျက်နှာပြင်ကြမ်းတမ်းမှု ≤ 0.8um |
| SJZS 55/110 | 180-280 ကီလိုဂရမ်/နာရီ | 22 kW; AC မော်တာ | 38.4 rpm | 400w × 3 လေအအေးပေးပန်ကာ | ||
| SJZS 65/132 | 300-350 ကီလိုဂရမ်/နာရီ | 37 kW; AC မော်တာ | 38.4 rpm | 550w × 3-လေအအေးပေးပန်ကာ | ||
| SJZS 80/156 | 400-450 ကီလိုဂရမ်/နာရီ | 75 kW; AC မော်တာ | 40 rpm | 550w × 5 လေအေးပေးပန်ကာ |
Hot Tags: သစ်သားပလပ်စတစ်ပေါင်းစပ်ပရိုဖိုင်းလုပ်ခြင်းစက်, ထုတ်လုပ်သူများ, ပေးသွင်းသူများ, တရုတ်, စက်ရုံ, စျေးနှုန်းချိုသာ, ဝယ်မည်, အရည်အသွေး
ထုတ်ကုန် Tag
ဆက်စပ်အမျိုးအစား
Plastic Panel Sheet Extrusion Machine Line
ပလပ်စတစ်ပိုက်ထုတ်လုပ်မှုလိုင်း
WPC PE PVC ပရိုဖိုင် Extrusion စက်လိုင်း
SPC LVT ကြမ်းခင်းထုတ်လုပ်မှုလိုင်း
စုံစမ်းမေးမြန်းရန်ပေးပို့ပါ။
ကျေးဇူးပြု၍ အောက်ပါပုံစံဖြင့် သင်၏စုံစမ်းမေးမြန်းမှုကို အခမဲ့ပေးပါ။ 24 နာရီအတွင်း သင့်အား အကြောင်းပြန်ပါမည်။








X
သင့်အား ပိုမိုကောင်းမွန်သောကြည့်ရှုမှုအတွေ့အကြုံကို ပေးဆောင်ရန်၊ ဆိုက်အသွားအလာကို ပိုင်းခြားစိတ်ဖြာပြီး အကြောင်းအရာကို ပုဂ္ဂိုလ်ရေးသီးသန့်ပြုလုပ်ရန် ကျွန်ုပ်တို့သည် ကွတ်ကီးများကို အသုံးပြုပါသည်။ ဤဆိုက်ကိုအသုံးပြုခြင်းဖြင့် ကျွန်ုပ်တို့၏ cookies အသုံးပြုမှုကို သင်သဘောတူပါသည်။
ကိုယ်ရေးအချက်အလက်မူဝါဒ